切断加工を外注しているなら、ついでに穴あけ加工もお願いしちゃいましょう。自社で改めて穴あけ加工の準備をして図面とにらめっこする時間はどう考えても効率の良いものではありませんよね。それなら宮脇鋼管へ渡した図面で切断加工と合わせて穴あけ加工をお願いする方が得策だと思います。宮脇鋼管なら切断と同時に穴あけも行うので、寸法のズレが生じることもありません。

加工可能サイズ(ドリルソー)
| 穴あけ | min | max | |
|---|---|---|---|
| 外径 | H 形鋼 | 100×50(mm) | 400×200(mm) |
| アングル | 50×50(mm) | 200×200(mm) | |
| ケーミゾ | 75×40(mm) | 380×100(mm) | |
| C 形鋼 | 90×45(mm) | 250×75(mm) | |
| 角パイプ | 50×50(mm) | 350×150(mm) | |
| フラットバー | 9×50(mm) | 25×400(mm) | |
| 厚さ | 2.3(mm) | 16(mm) | |
| 長さ | 150(mm) | 11,940(mm) | |
| ドリル径 | φ6(mm) | φ30(mm) | |
加工可能サイズ(レーザー)
| 穴あけ | min | max | |
|---|---|---|---|
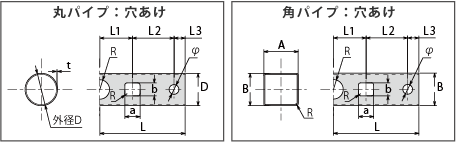
| 外径 | 丸パイプ | φ20(mm) | φ216.3(mm) |
| 角パイプ | 20×20(mm) | 175×175(mm) | |
| 等辺アングル・チャンネル | 20×20(mm) | 180×180(mm) | |
| 不等辺アングル | 180×20(mm) ※加工は要相談 | ||
| 厚さ | 1.2(mm) | 6(mm) | |
| 長さ | 10(mm) | 6000(mm) | |
| レーザー入光方式 | 90度固定(面直) | ||
| ※穴形状は、丸、四角、ひし形、六角形鋼、縦、横、斜めなどあらゆる形状が可能です。 | |||
加工可能サイズ(3次元プラズマ・ガス加工機)
| 穴あけ | min | max | |
|---|---|---|---|
| 外径 | 丸パイプ | φ34(mm) | φ1,350(mm) |
| 角パイプ | 40×40(mm) | 900×900(mm) | |
| 厚さ | 2.3(mm) | 50(mm) | |
| 長さ | 10(mm) | 11.950(mm) | |
| 穴径 | 丸穴 | φ10(mm) | φ1,300(mm) |
| 四角穴 | 10×10(mm) | 900×900(mm) | |
| ※穴形状は、丸、四角、ひし形、六角形鋼、縦、横、斜めなどあらゆる形状が可能です。 | |||
加工可能サイズ(フライス〈長尺加工機〉)
| ワーク形状 | 丸パイプ、角パイプ、H形鋼、C形鋼、チャンネル、アングル、フラットバー | ||
|---|---|---|---|
| ワーク長 | 350(mm)~ 8,000(mm) | ||
| ワークサイズ | 丸パイプ | φ3.3(mm)~ φ30(mm) | |
| 角パイプ | 9(mm)~ 400(mm) | ||
| 穴径 | ドリル穴 | φ3.3(mm)~ φ30(mm) | タップ穴 | メートルネジ並目 M3~M20 ※その他、相談可 |
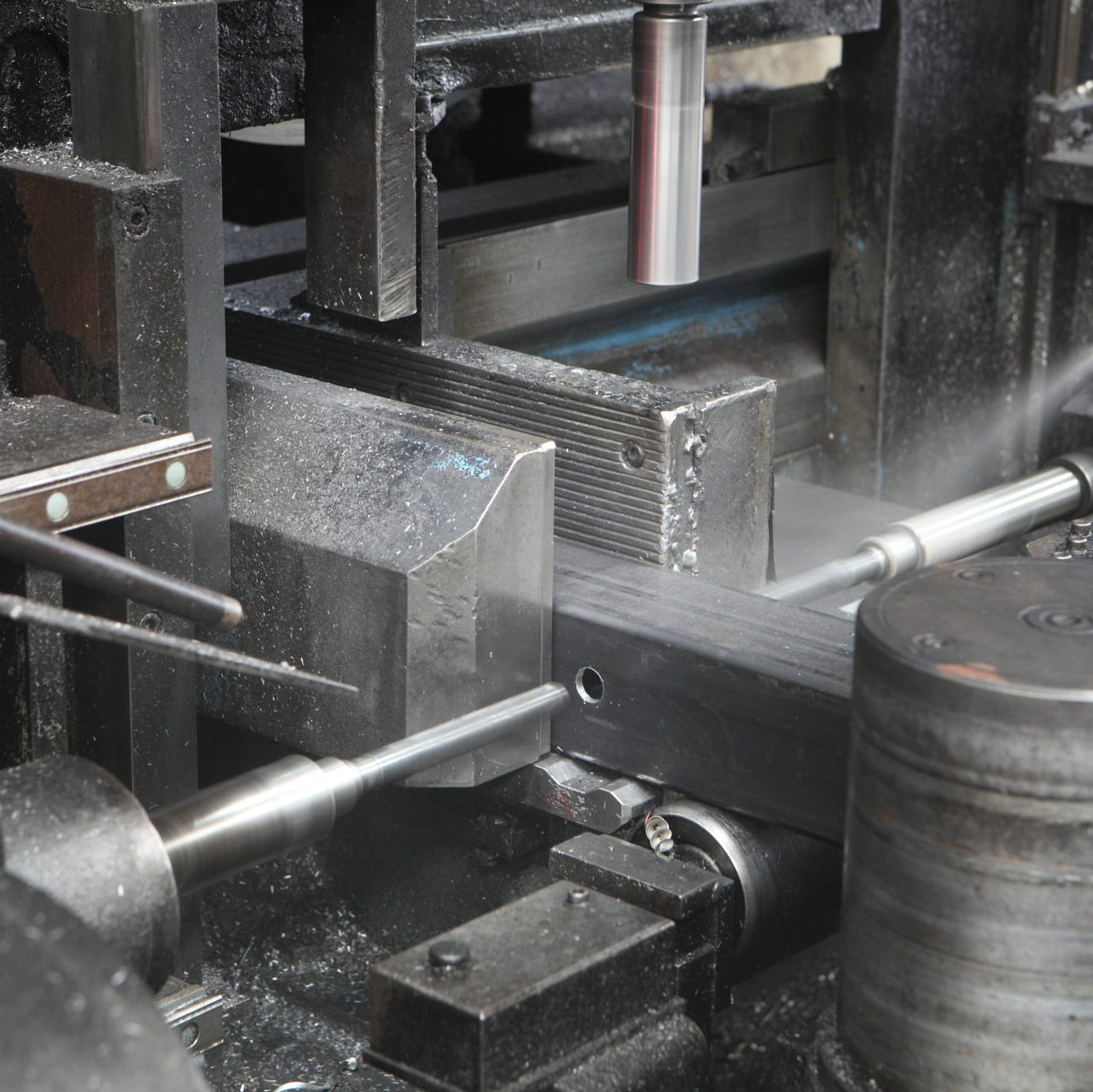
3D、CAD図より寸法を自動読込み可能な【レーザー・プラズマ・ガス】による溶断穴あけと、上面と左右面の3軸方向から3本のドリルにて自動加工を行う【ドリルソー】によるドリル穴あけと、複数の【フライスカッター】を自動で使い分ける切削加工が可能です。
1.レーザー穴あけ
・3次元加工機なので、切断と同時に穴あけを行います。
・非常に速いスピードで加工できるため、穴数が多くても短納期で仕上げることができます。
・楕円など様々な形状の穴あけを行うことができます。
2.プラズマ穴あけ
・3次元加工機なので、切断と同時に穴あけを行います。
・主に丸鋼管の支柱への穴あけに向いています。
3.ガス穴あけ
・3次元加工機なので、切断と同時に穴あけを行います。
・25ミリを超える厚肉丸鋼管の穴あけに向いています。
・楕円など様々な形状の穴あけを行うことができます。
4.ドリル穴あけ
・丸ノコ寸法切断後、同じ機械でドリルソー穴あけを行います。
・角鋼管を使用する縦胴縁の穴あけに向いています。
5.フライス穴あけ
・複数のフライスカッターで切削していく穴あけ加工です。
・楕円など様々な形状の穴あけを行うことができます。
・機械の架台への穴あけに向いています。


21.10.30-003-e1623935506412.jpg)

正方形_鋼材工場にて05-e1630288733900.jpg)
長方形_鋼材工場にて03_2-e1627379297307.jpg)


_鋼材工場にて04-e1627379665621.jpg)



「難しい加工に対応できるか?」「まずは在庫を確認したい」「鋼材の価格と納期が知りたい」「詳細な見積もりが欲しい」
「まずは資料が欲しい」などご相談・ご質問等、お気軽にお問い合わせください

