


ステンレスパイプは、耐久性や耐食性が高く、衛生的な材料でもあるため、建築構造を始め食品に関わる工場や工業製品、日常生活のさまざまなところで幅広く使用されています。
ステンレスパイプを使用するためには、用途にあった曲げ加工を行いますが、ステンレスは曲げ加工が難しい素材で、精密に仕上げるには高い技術と豊富な経験が必要です。
今回は、ステンレスパイプの曲げ加工も得意とする宮脇鋼管が、ステンレスパイプの特徴や種類、曲げ加工の難しさについてご紹介します。
目次
ステンレスパイプとは

ステンレスは、耐食性、耐熱性、低温特性に優れた素材で、そのステンレス鋼を用いて作られているのがステンレスパイプです。
ステンレスは衛生的な材料としても普及しているので、厨房機器や食品工場、医療器具などにもステンレスパイプが使用されています。 その他にも、建築や機械構造用、ボイラ・熱交換器用、液体などを運搬する際の配管用としても広く採用されています。
ステンレスパイプの種類と用途

ステンレスパイプはどのような種類があり、それぞれどういった用途で使用されるか一般的なものをご紹介します。
丸パイプ
パイプの断面が丸い形状のステンレスパイプです。私たちの生活に身近なもので言えば、手すりや家具、屋上やフェンス、エクステリアなどの装飾用として利用されています。
他には、石油化学工場や電力、製紙工場などでの水処理用パイプとしてや、建築構造用としても広く利用されています。
角パイプ
パイプの断面が四角い形状のステンレスパイプです。角パイプも、手すりに使われるほか、門扉やエクステリア、商品陳列棚などに利用されています。
角パイプも丸パイプ同様に、防護柵など建築構造材としてもよく使われています。
ステンレスパイプの曲げ加工とは
ステンレスパイプは、利用用途によって曲げ加工を的確に行わなければなりませんが、他の素材のパイプよりもステンレスは曲げ加工が難しいと言われています。
それは、プレスしても素材の持つ弾性によって元の形状に戻ってしまう「スプリングバック」の特性が大きいからです。
ステンレス鋼は、両サイドから材料を引っ張り、千切れるまでの力がどれくらいかを数字で表した「引張強さ」が高く、尚且つ伸びも大きいため、炭素鋼などと比べると加工に1.5倍以上の圧力が必要になってきます。
ステンレスパイプの曲げ加工の方法
ステンレスパイプの曲げ加工では、主にパイプベンダーという機械を用いたベンダー曲げが選択されます。ベンダー曲げは、プレス曲げとも呼ばれており、上型(パンチ)・下型(ダイ)の金型でパイプを潰すことなく加圧して加工する方法です。
ベンダー曲げで加工するのは丸パイプがほとんどで、角パイプは加圧加工はせずに、斜め切断して溶接することで曲げ加工を行うのが一般的です。
ステンレスパイプの曲げ加工でできる形状
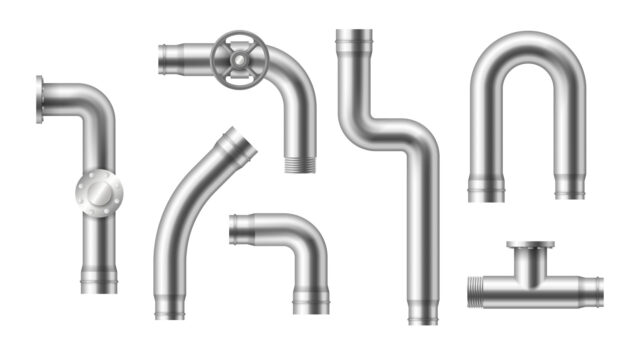
ステンレスパイプに曲げ加工を施すことで、どのような形状のパイプにすることができるかをご紹介します。
パイプの曲げ加工:への字曲げ
への字曲げとは、ひらがなの「へ」の形のように、90°よりも緩やかな角度で曲げる方法です。
一般的な曲げ角度は、10°から85°の間での加工となります。
パイプの曲げ加工:L字曲げ
L型曲げとは、アルファベットの「L」形状にステンレスパイプを曲げる加工方法です。広く使われる曲げ方で、さまざまな場所で利用されています。
L字曲げに限ったことではありませんが、ステンレスは元に戻ろうとするスプリングバックが強く出てしまうため、L字のように90°ちょうどに曲げたい時は、スプリングバックを考慮して2〜3°大きく曲げてから仕上げるという調整が必要になります。
パイプの曲げ加工:レ型曲げ
レ型曲げとは、直角よりも狭い角度でカタカナの「レ」の字のように曲げる方法を指します。「レ」の字に似た「V字曲げ」と呼ばれることもあります。
加工の角度範囲は主に95〜175°と曲げの角度が急なため、曲部が潰れたりシワが寄ったりしないように機械を操作する技術が必要です。
パイプの曲げ加工:U型曲げ
U型曲げとは、文字通りアルファベットの「U」のように、パイプを180°曲げる加工方法です。
曲げ始めの両側から徐々に曲げ始め、段階を踏んで中央部を曲げていきます。U型曲げは小さいR値で加工することもあり、曲げの外側、内側に不適合が起こらないよう注意を払いながら加工していきます。
パイプの曲げ加工:コ型曲げ
コ型曲げとは、カタカナの「コ」の字のように2箇所を曲げる加工のことです。
一般的には、一箇所ずつL型加工をし、「コ」の字を作り上げていきます。
パイプの曲げ加工:Z型曲げ
Z型曲げとは、アルファベットの「Z」のような形に曲げる加工方法です。
「Z」というと、上下水平の形状に挟まれた部分が斜めでなければいけないように感じますが、斜めではなく垂直の状態でもZ型曲げと認識します。
ステンレスパイプ曲げ加工の注意点

ステンレスパイプの曲げ加工では、時に不適合現象が発生します。具体的には、
パイプの扁平、潰れ
曲げ外側の割れ
曲げ内側のシワ
です。
これらを防ぐためには、ステンレスパイプが扁平しないように曲げ加工の動作を一定に保つ設定が必要なほか、パイプの外側が引っ張られることにより割れが生じたり内側に圧が集まりシワが寄ったりしないように圧縮力の調整や表面処理も重要になります。
パイプベンダーは、パイプの厚みや径の長さに寄って適切な調整や操作が必要で、それには豊富な知識や経験が必要となります。
ステンレスパイプの曲げ加工は宮脇鋼管へ

特に小さいR値でのパイプの曲げ加工には技術が必要で、宮脇鋼管では時にはオリジナルの治具を用いてお客さまのご要望にお応えします。
ロットの大小に関わらず即納提案し、加工のすべてを品質管理いたしますのでご安心ください。VE提案から単品図の作成まで実現可能です。
鉄の鋼管をお客様がすぐに使える状態の製品に加工してお届けすることができる新しい加工サービスも実施しております。
- 難しい加工に対応できるか?
- まずは在庫を確認したい
- 鋼材の価格と納期が知りたい
- 詳細な見積もりが欲しい
など、
鋼管加工の総合技術商社として、最新の鋼構造加工システムを提案する宮脇鋼管へお問い合わせください。

