宮脇鋼管の加工技術は、鋼管の特徴、特性を
知っているからこそ、一般的な加工はもちろん、
特殊な用途まであらゆるニーズにお応えすることができます。
宮脇鋼管の「加工サービス」は鋼管構造物に対して大きな力を発揮します。
素管への一次加工(切断、開先、穴あけ)するだけでなく、図面を基にして曲げ、溶接、メッキ、塗装を施した製品作りまでお願いすることが出来るのです。
「一般図」や「加工図」はあっても、加工に必要な「単品図」に仕上げるには、さらに手間をかける必要があります。
そんなときは、鉄骨専用CADシステムREAL4と2次元汎用CAD/CAMシステム実寸法師を持ったわれわれの専門チームにお任せください。
まずはデータを送っていただき、取り合い部分など要点の確認を行なったあとは、その後の図面作業から開放されます。
切断などの一次加工と組み合わせることで、ワンストップでの鋼構造物製作を依頼することができます。
鋼管直切切断の短時間化、高精度化が可能な切断機を開発し、高いクオリティの製品を手にすることができます。
急ぎのご注文でも間に合わせます。
先の尖った鋭角な斜切りも可能です。鋼管斜切切断の短時間化、高精度化が可能な切断機を開発し、高いクオリティの製品を手にすることができます。
斜切や鞍型の開先、内径側の開先、短い製品の開先も可能です。
仕上がりの美しさは業界トップクラスです。
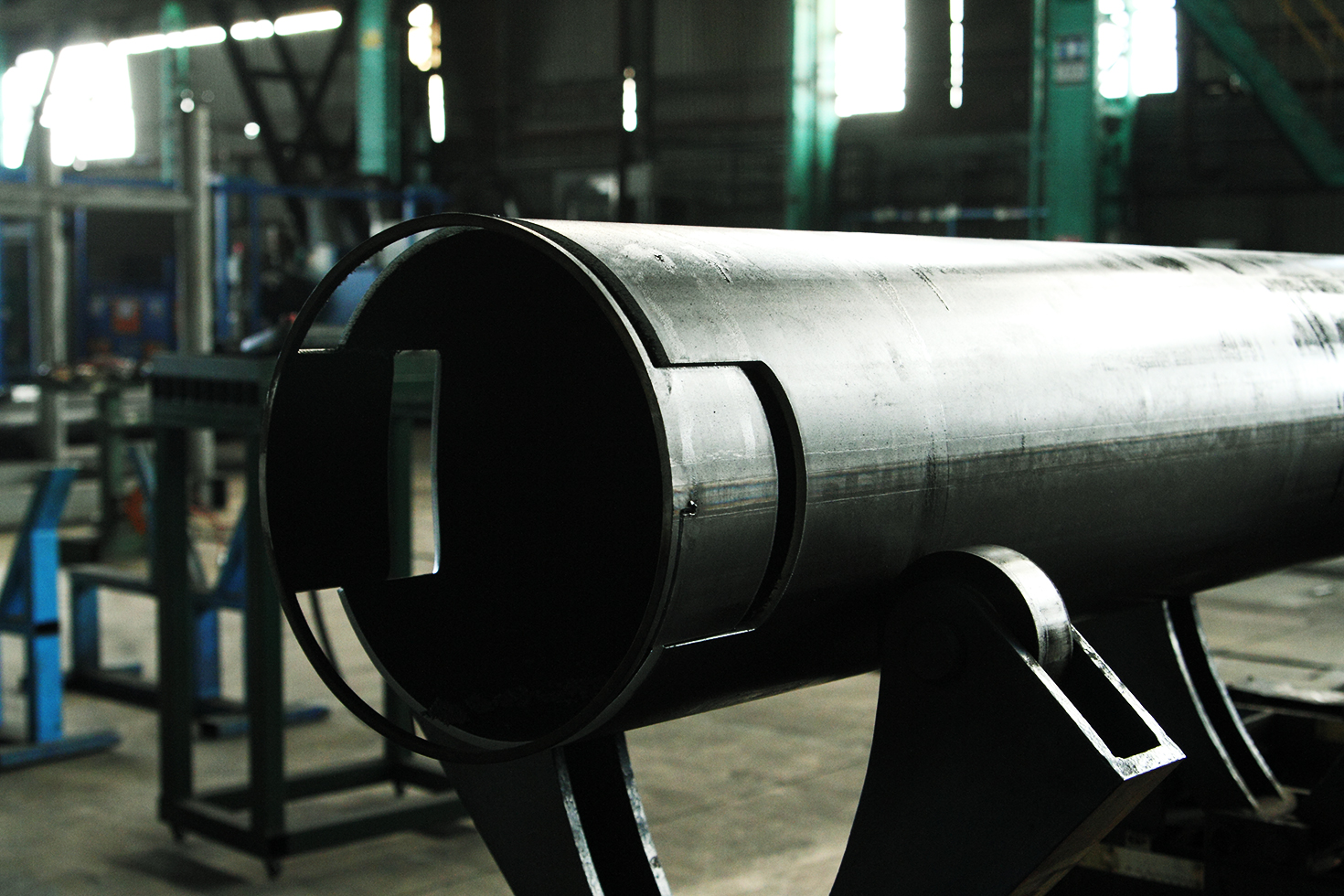
溶断熱によるひずみも計算に入れた高精度な「溝」加工を施すため、ガゼットプレートをすんなりと差し込むことができます。
隅残しやスリット部の開先、他の切り欠きと組み合わせての加工も対応可能です。
丸パイプ母管に馬の鞍の形状をした枝管を接合する複雑な溶断を高精度に加工します。
枝管が重複する複雑な溶断加工も大丈夫。
最低限の寸法を伝えるだけで、短納期・高精度な製品が手に入り、手直しすることなく構造物製作に取り組むことができます。
手を傷つけたり、接合時に手直しの必要な切断面のバリやカエリ(棒状のささくれ)を事前に除去することで、納入された製品をそのままご使用になれます。
鋼管の端部を寸法どおりにプレス加工します。金型により成形が自在にでき、穴あけ加工も組み合わせ可能です。
鋼管端部(内・外)に溝を彫り、ネジ山を作る加工です。
仕上げたネジ山は、出荷・納品時に傷が付きやすいため、ネジ加工部は養生した上で出荷いたします。
ドリルマシンでは対応が難しかった長孔や切欠き加工が可能です。
タップ孔のご要望にもお応え出来ます。
ボール盤・フライス盤での作業がこれ一台で完結します。
溶断穴あけやドリル穴あけ、フライス穴あけなどCADデータがあれば自動的に読み込んで製品に仕上げます。
手作業によるデータの入力間違いを避けるため、紙媒体ではなくデータでの発注をおすすめしています。
「濾過器」として使う鋼管の表面に、無数の穴を開ける複雑加工です。
穴の形状やピッチは自由自在に決めていただけます。
丸パイプや角パイプの芯罫書、部材取り付けのマーキングを、機械で自動的に、かつ正確に行ないます。
このことで、構造物製作時の部材突き合わせを迷うことなくスムーズに行なうことができます。





















「難しい加工に対応できるか?」「まずは在庫を確認したい」「鋼材の価格と納期が知りたい」「詳細な見積もりが欲しい」
「まずは資料が欲しい」などご相談・ご質問等、お気軽にお問い合わせください

